
1 সমাবেশ আগে প্রস্তুত
1.1নিশ্চিত করুন যে ISO 6162-2 হিসাবে নির্বাচিত ফ্ল্যাঞ্জ সংযোগটি অ্যাপ্লিকেশনের প্রয়োজনীয়তা পূরণ করে (যেমন রেট চাপ, তাপমাত্রা ইত্যাদি)।
1.2নিশ্চিত করুন যে ফ্ল্যাঞ্জ উপাদানগুলি (ফ্ল্যাঞ্জ সংযোগকারী, ক্ল্যাম্প, স্ক্রু, ও-রিং) এবং পোর্টগুলি ISO 6162-2 এর সাথে সামঞ্জস্যপূর্ণ
1.3সঠিক স্ক্রু নিশ্চিত করুন, টাইপ 1 এর জন্য মেট্রিক এবং টাইপ 2 এর জন্য ইঞ্চি।
1.4ISO 6162-1 অংশগুলির সাথে উপাদানগুলিকে মিশ্রিত করবেন না তা নিশ্চিত করুন৷কিভাবে আলাদা আলাদা চেনা যায় দেখুন"কিভাবে ISO 6162-1 এবং ISO 6162-2 ফ্ল্যাঞ্জ সংযোগ এবং উপাদানগুলি সনাক্ত করতে হয়"লিঙ্ক
1.5নিশ্চিত করুন যে সমস্ত সিলিং এবং পৃষ্ঠের ইন্টারফেসগুলি (বন্দর এবং ফ্ল্যাঞ্জ উপাদানগুলি অন্তর্ভুক্ত) burrs, নিক, স্ক্র্যাচ এবং যে কোনও বিদেশী উপাদান মুক্ত।
2 কিভাবে সঠিকভাবে জড়ো করা যায়
2.1ও-রিং স্ক্রাব-আউট কমাতে সাহায্য করার জন্য, সিস্টেমে ব্যবহৃত হাইড্রোলিক ফ্লুইডের হালকা আবরণ বা প্রয়োজনে সামঞ্জস্যপূর্ণ তেল দিয়ে ও-রিং লুব্রিকেট করুন।বিশেষ যত্ন নিন, কারণ অতিরিক্ত লুব্রিকেন্ট জয়েন্ট থেকে বেরিয়ে যেতে পারে এবং ফুটো হওয়ার একটি মিথ্যা ইঙ্গিত হতে পারে।
বিঃদ্রঃ:ও-রিং আকারগুলি টেবিল 1 বা টেবিল 2 দেখুন, এবং এটি মেট্রিক বা ইঞ্চি স্ক্রুর জন্য একই আকার, এটি ISO 6162-1 এবং ISO 6162-2 ফ্ল্যাঞ্জ সংযোগের জন্য একই আকার, কোন মিশ্র সমস্যা নেই।
2.2ফ্ল্যাঞ্জড হেড এবং ফ্ল্যাঞ্জ ক্ল্যাম্পের অবস্থান।
2.3স্ক্রুগুলিতে শক্ত করা ওয়াশারগুলি রাখুন এবং ক্ল্যাম্পগুলির গর্তগুলির মধ্যে দিয়ে স্ক্রুগুলি রাখুন।
2.4ফ্ল্যাঞ্জ টিপিং প্রতিরোধ করার জন্য চারটি স্ক্রু অবস্থানে অভিন্ন যোগাযোগ নিশ্চিত করতে চিত্র 1-এ দেখানো ক্রম অনুসারে স্ক্রুগুলিকে হাত শক্ত করুন, যা চূড়ান্ত টর্ক প্রয়োগের সময় ফ্ল্যাঞ্জ ভেঙে যেতে পারে।
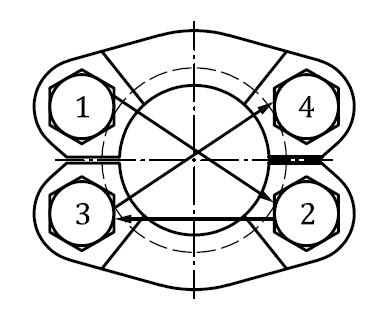
চিত্র 1 — স্ক্রু শক্ত করার ক্রম
2.5প্রস্তাবিত স্ক্রু টর্ক স্তরে দুই বা ততোধিক বৃদ্ধি এবং মেট্রিক স্ক্রু-এর জন্য টেবিল 1 এবং ইঞ্চি স্ক্রু-এর জন্য টেবিল 2-এ প্রাসঙ্গিক রেঞ্চ মাপ ব্যবহার করে চিত্র 1-এ দেখানো অনুক্রমে স্ক্রুগুলিকে টর্ক করুন।
সারণী 1 — আইএসও 6162-2 এর সাথে সঙ্গতিপূর্ণ ফ্ল্যাঞ্জ সংযোগগুলি একত্রিত করার জন্য মেট্রিক স্ক্রু সহ টর্ক এবং রেঞ্চের আকার
| নামমাত্র আকার | সর্বোচ্চ কাজ চাপ | প্রকার 1 (মেট্রিক) | ||||||||
| স্ক্রু থ্রেড | স্ক্রু দৈর্ঘ্য mm | স্ক্রু টর্ক N.m | রেঞ্চ | O-রিং | ||||||
| MPa | bar | ষড়ভুজের জন্য মাথার স্ক্রু mm | সকেট জন্য মাথার স্ক্রু mm | Code | Inside ব্যাস mm | Cরস - বিভাগ mm | ||||
| 13 | 42 | 420 | M8 | 30 | 32 | 13 | 6 | 210 | 1৮.৬৪ | 3.53 |
| 19 | 42 | 420 | M10 | 35 | 70 | 16 | 8 | 214 | 2৪.৯৯ | 3.53 |
| 25 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | M12 | 45 | 130 | 18 | 10 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | M16 | 55 | 295 | 24 | 14 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | M20 | 70 | 550 | 30 | 17 | 228 | 5৬.৭৪ | 3.53 |
| 64 | 42 | 420 | M24 | 80 | 550 | 36 | 19 | 232 | 6৯.৪৪ | 3.53 |
| 76 | 42 | 420 | M30 | 90 | 650 | 46 | 22 | 237 | 85.32 | 3.53 |
সারণি 2 — আইএসও 6162-2 এর সাথে সঙ্গতিপূর্ণ ফ্ল্যাঞ্জ সংযোগগুলি একত্রিত করার জন্য ইঞ্চি স্ক্রু সহ টর্ক এবং রেঞ্চের আকার
| নামমাত্র আকার | সর্বোচ্চ কাজ চাপ | টাইপ 2 (ইঞ্চি) | ||||||||
| স্ক্রু থ্রেড | স্ক্রু দৈর্ঘ্য mm | স্ক্রু টর্ক N.m | রেঞ্চ | O-রিং | ||||||
| MPa | bar | ষড়ভুজের জন্য মাথার স্ক্রু in | সকেট জন্য মাথার স্ক্রু in | Code | Inside ব্যাস mm | Cরস - বিভাগ mm | ||||
| 13 | 42 | 420 | 5/16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 1৮.৬৪ | 3.53 |
| 19 | 42 | 420 | 3/8-16 | 38 | 60 | 9/16 | 5/16 | 214 | 2৪.৯৯ | 3.53 |
| 25 | 42 | 420 | ৭/১৬-১৪ | 44 | 92 | ৫/৮ | 3/8 | 219 | 32.92 | 3.53 |
| 32 | 42 | 420 | 1/2-13 | 44 | 150 | 3/4 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 42 | 420 | ৫/৮-১১ | 57 | 295 | 15/16 | 1/2 | 225 | 47.22 | 3.53 |
| 51 | 42 | 420 | 3/4-10 | 70 | 450 | 1 1/8 | ৫/৮ | 228 | 5৬.৭৪ | 3.53 |
| 64 | 42 | 420 | - | - | - | - | - | 232 | 6৯.৪৪ | 3.53 |
| 76 | 42 | 420 | - | - | - | - | - | 237 | 85.32 | 3.53 |
পোস্টের সময়: জানুয়ারী-20-2022